Коленчатый вал
Устройство коленчатого вала
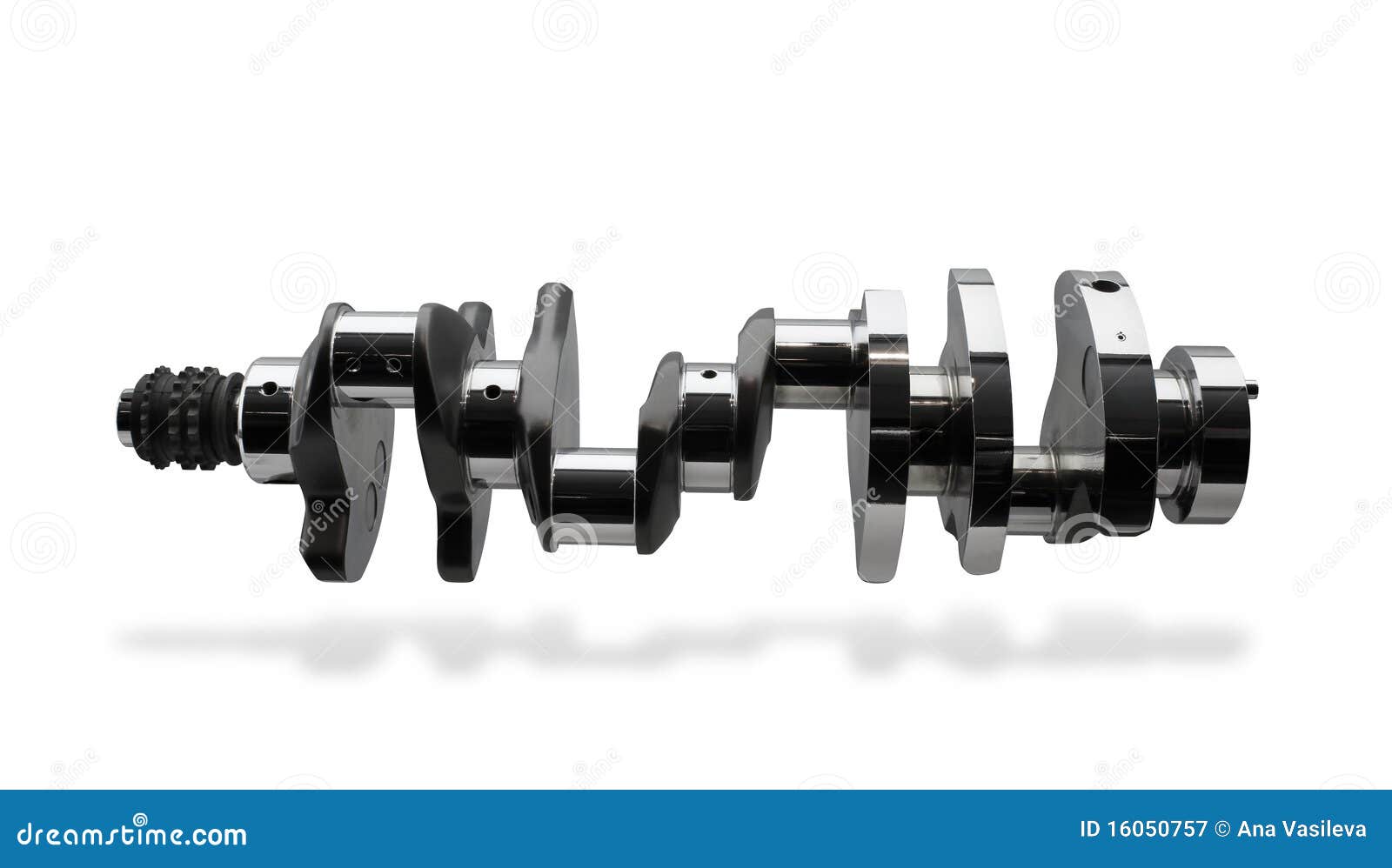
Коленчатый вал внешне полностью соответствует названию, так как состоит из нескольких колен, расположенных на одной оси. Колена это крупные выступы сложной формы, отлитые единым целым с валом. Колена предназначены для крепления шатунов, на которых, в свою очередь, закреплены поршни. Кроме колен у вала есть и другие элементы. Прежде всего, это шейки, то есть цилиндрические опорные «проставки» между коленами, позволяющие крепить вал в теле блока цилиндров.
Коленчатый вал в процессе эксплуатации автомобиля прирабатывается к тому двигателю, в котором он установлен. Поэтому переставлять бывший в употреблении коленвал в другой блок не рекомендуется
Плохо закрепленный вал не смог бы вращаться долго, поэтому шейки расположены по всей его длине, создавая несколько точек опоры. Опорные шейки вала позволяют ему вращаться в блоке цилиндров. Для этого шейки опираются на особые подшипники, у которых нет роликов. Эти подшипники называют коренными вкладышами. Роль шариков или роликов выполняет смазка, которая непрерывным потоком льется в пространство между ними и опорными шейками.

Для обеспечения проворачивания шатунов в конструкции коленвала присутствуют другие опорные шейки, которые называются шатунными. В отличие от коренных, они расположены не на одной оси с коренными шейками, а с в стороне. Коренные шейки соосны с отверстиями в нижних концах шатунов.
Каждое колено вала состоит из двух щек и одной шейки, на которой «надет» нижний конец шатуна. Шатуны, двигаясь вверх и вниз, давят на шатунные шейки и заставляют вал вращаться. Так и осуществляется трансформация возвратно-поступательного движения во вращение.
Помимо колен с шатунными шейками коленчатый вал имеет еще и противовесы для уравновешивания остаточных масс вала. Насколько важны эти элементы, можно представить, вспомнив, что средняя скорость вращения коленчатого вала при работе двигателя примерно 3000 оборотов в минуту. Коленчатый вал – деталь сложной формы. Чтобы тяжелые колена при вращении не создавали разрушительной вибрации, каждое из них и уравновешено своим противовесом.
Хотя при производстве коленчатого вала выполняются условия высочайшей точности, минимальное биение при вращении неизбежно. Именно поэтому текущие сальники коленвала одинаковы у Запорожца и Мерседеса
Внутри тела коленчатого вала имеются специальные каналы для подачи масла к коренным и шатунным вкладышам и специальные пустоты, закрытые пробками, для улавливания грязи и частиц износа присутствующих в масле. При помощи этой системы вал при вращении мягко скользит в точках крепления, обильно смазанных чистым моторным маслом. При ремонте коленчатого вала пробки вскрываются и выполнятся прочистка пустот и каналов подачи масла с последующей продувкой воздухом под давлением.
На переднем конце (носке) коленчатого вала при помощи фрезеровального станка вырезают шпоночный паз для крепления звездочки привода ГРМ и шкива привода вспомогательных механизмов.

На заднем конце вала на токарном станке вытачивают фланец, в котором имеется центральное отверстие под подшипник, служащий опорой первичного вала КПП. Фланец также имеет отверстия с резьбой для крепления маховика.
Впереди и сзади коленчатый вал уплотнен сальниками, препятствующими утечке масла в тех местах, где концы маховика выходят наружу из блока цилиндров.
Помимо двигателей внутреннего сгорания, и даже до их появления, коленчатый вал нашел применение в поршневых двигателях, компрессорах, насосах, в прессовых установках и других механизмах, где используется кривошипно-шатунный механизма.
Коленчатый вал – деталь для каждого двигателя уникальная, и переставить ее из одного двигателя в другой можно, но не рекомендовано. На каждом двигателе колена вала расположены по своему, и расположение их зависит от расположения и количества цилиндров, рабочего цикла, длины хода поршня и еще массы параметров.
Материал и изготовление коленчатого вала
Для изготовления коленчатых валов используется легированная и углеродистая сталь или высокопрочный чугун. Для изготовления кованых коленчатых валов используют углеродистую или легированную сталь, а для литых – высокопрочный глобулярный чугун, ковкий перлитный чугун или легированная сталь. Заготовки для валов получают либо литьем, либо горячей штамповкой.
Коленчатый вал - большая деталь с точностью производства швецарских часов
Обработка готовых заготовок механическим способом на станках состоит из ряда операций: черновая, получистовая, чистовая и доводочная. При этом точность механической обработки увеличивается благодаря применению холодной правки вала в процессе его механической обработки.
В связи со сложной конфигурацией коленчатого вала ряд операций выполняется на отдельных автоматических участках, на специальных станках. Это выполнение центровки и подрезки торцов, сверление отверстий, обработка коренных и шатунных шеек, шлифование, динамическая балансировка.



